

|
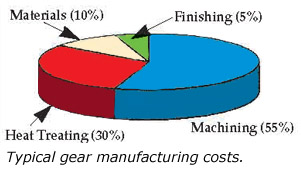 Heat
treating represents a significant portion or about 30% of a typical gear
manufacturing cost. If not
properly understood and controlled,
it can have a significant impact on all
aspects of the gear manufacturing
process.
Several heat treatments are normally performed during the gear
manufacturing process to prepare the
part for the intended manufacturing
steps. These pre-hardening processes are essential to the manufacture of a quality gear:
Heat
treating represents a significant portion or about 30% of a typical gear
manufacturing cost. If not
properly understood and controlled,
it can have a significant impact on all
aspects of the gear manufacturing
process.
Several heat treatments are normally performed during the gear
manufacturing process to prepare the
part for the intended manufacturing
steps. These pre-hardening processes are essential to the manufacture of a quality gear: Annealing consists of heating to and holding at a suitable temperature followed by cooling at an appropriate rate, primarily intended to soften the part and improve its machinability. Supercritical or full annealing involves heating a part above the upper critical temperature (Ac3), that is the temperature at which austenite begins to transform to ferrite during cooling, and then slowly cooling in the furnace to around 315°C (600°F). Intercritical annealing involves heating the part to a temperature above the final transformation temperature (Ac1), the temperature at which austenite begins to form during heating, and then slow cooling or holding at a temperature below the lower critical temperature. Subcritical annealing heats the part to just below the Ac1 point followed by a slow cool in the furnace. The rate of softening increases rapidly as the annealing temperature approaches the Ac1 point. Stress relieving involves heating to
a temperature below the lower transformation temperature, as in tempering, holding long enough to reduce
residual stress and cooling slowly
enough, usually in air, to minimize the
development of new residual stresses.
Stress relief heat treating is used to relieve intenal stresses locked in the
gear as a consequence of a manufacturing step.
To see some Heat Treating hints please check out the article by D. Herring at www.heat-treat-doctor.com Hardening processes. Various heat treatment processes are designed to increase gear hardness. These usually involve heating and cooling and are typically classified as through hardening, case hardening (carburizing, carbonitriding, nitriding, nitrocarburizing) and hardening by applied energy (flame, laser, induction). Through or direct hardening refers to heat treatment methods, which do not produce a case. Examples of commonly through hardened gear steels are AISI 1045, 4130, 4140, 4145, 4340, and 8640. lt is important to note that hardness uniformity should not be assumed throughout the gear tooth, Since the outside of a gear is cooled faster than the inside, there will be a hardness gradient developed. The final hardness is dependent on the amount of carbon in the steel; the depth of hardness depends on the hardenability of the steel as well as the quench severity. Through hardening can be performed either before or after the gear teeth are cut. When gear teeth will be cut after the part has been hardened, surface hardness and machinability become important factors especially in light of the fact that machining will remove some or most of the higher hardness material at the surface. The hardness is achieved by heating the material into the austenitic range, typically B15°C to B75°C (1500°F to 1600°F), followed by quenching and tempering.  Post-Hardening Processes.
Post-Hardening Processes.After hardening, gears typically undergo several thermal and mechanical processing steps: Tempering. Any temperature under the lower critical temperature (Ac1) can be used for tempering, but it is the balance of hardness, strength, and toughness required in service that determines the final tempering temperature. Tempering in the range of 150°C to 200°C (300°F to 400°F) is common for gearing, producing a slight increase in toughness that is adequate for most applications requiring high strength and fatigue resistance where loading is primarily compressive, Double tempering is sometimes performed on gears to ensure completion of the tempering reaction and to promote stability of the resulting microstructure. Vacuum Tempering and Bright Aging: Vacuum tempering is used for tempering high-speed steels and alloy steels to produce a scale-free finish. A vacuum tempering furnace is very versatile and can be used for bright tempering, aging and annealing. The most common application for vacuum tempering is the bright ageing of stainless steels, alloy steels and tool steels. Subzero Cryogenic Treatment. Two types of cryogenic treatments are used today, "shallow" cooling at -85°C (-120°F) and "deep" cooling at -185°C (-300°F). In all instances, this treatment is combined with subsequent temper operations. The purpose of cryogenic treatment is to transform retained austenite and raise the hardness of the as-quenched structure. ln addition, better dimensional stability is often achieved. Subzero treatments have as their ultimate goal an increase in wear resistance, improved bending fatigue life and minimal residual stress. The use of cryogenic treatments is common today for high performance gearing. Shot Peening is a cold working process in which the surface of the gear is bombarded with small spherical media called shot. Shot peening is a controlled process in which the size, shape, and velocity of the media are carefully monitored and controlled. A common requirement for shot peening of gears is to peen the tooth roots with overspray allowed on the flanks. Shot peening should not be confused with shot blasting, a cleaning process. Shot peening induces a residual compressive stress on the gear surface thereby enhancing tooth bending fatigue properties. The residual compressive stress offsets the applied tensile stress that may cause bending fatigue failure. For more information and full articles about Heat Treating please check out our Resources page.
Low Pressure Vacuum Carburizing |
Heat Treat |
Plasma Nitriding |
Directory |
Resources |